Material Guide
Here you can find useful information on the pros and cons of materials, usage, and basic print settings.
Table of Contents
Click on the images to view full descriptions
Click on the images to view full descriptions
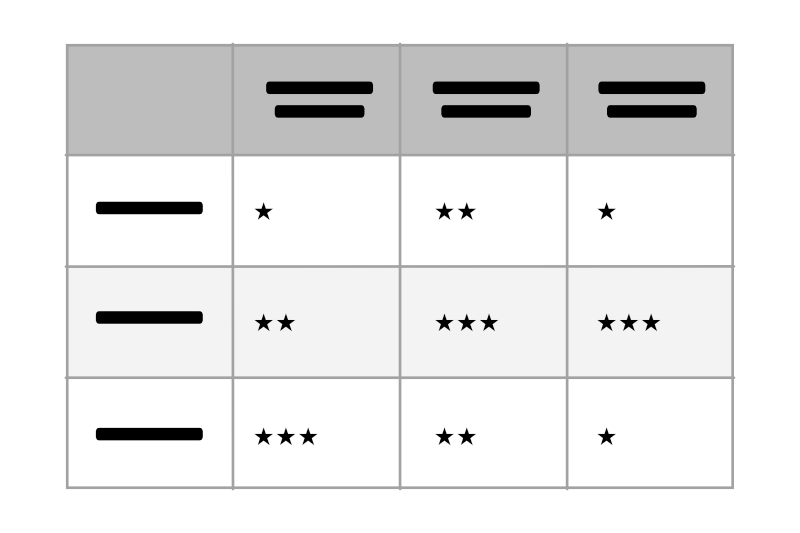
Hardness is property of the surface. It doesn't describe mechanical behavior of the material
Heat resistance: ★★★★★★ < 140 °C, ★★★★★ < 115 °C, ★★★★ < 100 °C, ★★★ < 80 °C, ★★ < 70 °C, ★ < 50 °C; also influenced by load and environment
Flexibility: ★★★★ flexible, ★ rigid
Printability: ★★★★ easy printing, ★ difficult to optimize
Post-processing: ★★★★ possible to paint, smooth, sand or glue
Transparency: yes = transparent, trl = translucent, no = non-translucent
Density: ★★★★ up to 1,35 g/cm3, ★from 0,96 g/cm3
Drying is important for the stabilization of the quality of every printed object (without the influence of storage conditions). The material may absorb moisture due to storage out of sachet or after a long time of printing when the spool is in the room. Some polymers absorb moisture only on their surface, but hygroscopic materials absorb throughout the whole structure. Therefore, the materials are rated on the importance of drying.
Processing of moist hygroscopic materials at melting temperature causes the water molecules to attack the polymer chains, which are irreversibly shortened.
The material should be dried in the device with precise thermoregulation (ideally laboratory dryer, but a food dehydrator can also work reasonably well).
The material must be placed in a humidity-controlled environment immediately after drying. If the hot material is placed in an environment with higher humidity, the moisture may be absorbed back in about 10 minutes. And possibly at higher level of moisture than it was before drying!
The moisture content in the material influences final properties, the polymer chains are cut and therefore:
Mechanical properties get worst (MP), the material becomes more brittle, eventually more flexible
Stringing occurs a lot (fine hair when moving the nozzle)
Temperature and chemical resistance decrease
Layer adhesion gets worst, the entirety of the printed object is weakened
Oozing occurs (accumulation of material on the side of the nozzle, which may lead to release and contamination of object), the nozzle can be clogged because of the accumulation of degraded material
Min Drying Time: minimum recommended drying time. While we have seen improvements from much longer drying times, you will experience diminishing returns beyond the minimum drying time.
Drying Temp: The recommended drying temperature for best results
Importance of Drying: The degree to which moisture affects a given material rated from ★ not so important, ★★★★★ very important
Impact of Moisture: The effects moisture have of the printed part for a given material
For best results we recommend using a material dryer and printing from a material dry box.
PLA
PLA (polylactic acid) is the most common FFF 3D printing material; it is easy to print, rigid, and does not warp easily. However, it lacks the temperature resistance and strength that many other materials offer. It is an excellent choice for prototypes, concept models, and low-wear toys.
Best used for: Prototypes, concept models, low-wear toys, etc.
—————
*Vase designed by Thingiverse user eggnot | PLA Extrafill Vertigo Starlight
| PROS |
CONS |
|---|---|
|
|
Nozzle temperature: 190 - 225 °C
Bed Temperature: 40 - 60 °C
Print Surface: PEI or BuildTak Original, make sure to wipe the Print Surface with IPA before each print
PLA (Polylactic Acid) is the most commonly used material. It is easy to print, quite strong and biodegradable. It is a good choice for large parts due to its low thermal expansion properties, meaning large parts are less likely to warp. Tiny parts also work well with PLA thanks to its low melting temperature.
PLA is a very hard material which makes parts quite brittle. When PLA parts break they tend to shatter. PLA will also become very brittle if left in the PTFE feeder tubes commonly used on 3D printers including the Nautilus. For this reason, it is strongly recommended to completely unload PLA material from the printer as soon as the print is finished so that the material does not become brittle and break inside the feeder tube next time you go to load/unload or start a print.
PLA is not suitable for all use cases, its low melting temperature means a relatively low-temperature resistance resulting in parts beginning to lose mechanical strength around 60°C (140°F). This, in combination with it being biodegradable, makes PLA not an ideal choice for use outdoors.
PLA is not suited for chemical welding, it is best to use glue when connecting PLA parts.
Despite PLA itself being food safe, we do NOT recommend repeatedly drinking or eating from PLA parts. Bacteria can build up in the small creases between layers. This applies to all FFF 3D printed parts unless post-processed with a food-safe coating.
PLA can be sanded for post-processing; due to the low melting temperature it will get soft rather quickly from the friction so you will have to sand slowly or use wet sanding.
For drying PLA in an oven, preheat the oven to 40-45°C (~100-110°F) before placing your spool inside for 4-6 hours. If your oven does not go that low, you can try to preheat it to the lowest temperature, shut the oven off, and then place the spool inside. Check the temperature inside with a thermometer so you don’t melt your filament!
Co-polyester
Co-polyesters are group of plastics that includes CPE, PET, and PETG. Co-polyesters are quite tough and offer better temperature resistance than PLA. Co-polyesters also exhibits relatively low warping and are an excellent choice for end use parts.
Best used for: Prototypes, usable parts, end-use parts, etc.
—————
*Nautilus Z-Carriage designed by Hydra Research | CPE HG100 Black Soul
| PROS |
CONS |
|---|---|
|
|
Nozzle temperature: 230 - 280 °C
Bed Temperature: 70 - 110 °C
Print Surface: Phenolic
Co-polyesters are any thermoplastic made from modified polyester and include PET, PETG, CPE, and more. Co-polyesters are generally quite tough with good to excellent temperature resistance typically ranging from 80 - 110°C depending on the material blend. Co-polyesters also exhibit very low warping and are an excellent choice for large parts. The majority of the parts on your Nautilus are printed with Co-polyesters.
Co-polyesters can be almost as easy to print as PLA but offer superior mechanical properties. Co-polyesters tend to be more ductile, meaning they have a good amount of flex, which helps prevent parts from breaking under load. Co-polyesters also have good chemical resistance and are suitable for indoor and outdoor use. It is best to consult the material manufacturer's data sheet for exact specifications on a particular Co-polyester’s chemical resistance.
Co-polyesters do tend to ooze more than PLA and ABS resulting in the tendency to leave strings of plastic on the part. Blasting a Co-polyester part with a heat gun after printing is an excellent way to quickly remove any strings left by the printing process. Due to Co-polyesters’ chemical resistance, post-processing techniques like acetone smoothing will not work. However, sanding works just fine.
For drying co-polyesters in an oven, preheat the oven to 60°C (~140°F) before placing your spool inside for 4-6 hours. If your oven does not go that low, you can try to preheat it to the lowest temperature, shut the oven off, and then place the spool inside. Check the temperature inside with a thermometer so you don’t melt your filament!
ABS & ASA
ABS (acrylonitrile butadiene styrene) and ASA (acrylic styrene acrylonitrile) are great for strong, usable parts and exhibit good temperature resistance. ABS is very similar to ASA; the primary difference is ABS does not have the UV light resistance and is more prone to warping compared to ASA.
Best used for: Prototypes, usable parts, end-use parts, parts that require UV resistance (ASA only), etc.
—————
*Outdoor dryer vent designed by Thingiverse user JF_213 | ASA Metallic Grey
| PROS |
CONS |
|---|---|
|
|
Nozzle temperature: 230 - 260 °C
Bed Temperature: 90 - 110 °C
Print Surface: Phenolic with Magigoo
ABS (acrylonitrile butadiene styrene) and ASA (acrylic styrene acrylonitrile) are extremely common plastics outside of 3D printing. While they can be trickier than other plastics to print, you have chosen the Nautilus which is specifically designed to handle plastics like this. So good job :) Even so, you may encounter challenges printing large parts due to warping, in which case a co-polyester might be a good alternative. ABS/ASA has great temperature resistance up to 100°C and is suitable for both indoor and outdoor applications.
The primary difference between ABS and ASA is the rubber monomer; polybutadiene is replaced with acrylate rubber. Butadiene in ABS is UV-reactive causing ABS to become brittle when exposed to UV light (sunlight) for long periods of time, this change yields much better UV resistance for ASA. ASA is commonly used for vehicle bumpers and ski bindings among many other things.
ABS and ASA are highly wear-resistant, synthetic rubbers which result in a strong and impact resistant part when printed. ABS/ASA is also soluble in acetone, meaning it can be vapor smoothed after printing, which can remove or greatly reduce surface imperfections caused by printing.
ABS/ASA does have an unpleasant odor and you may want to consider setting up ventilation for your Nautilus using the fume ventilation port located on the back of your Nautilus.
For drying ABS or ASA in an oven, preheat the oven to 80°C (~175°F) before placing your spool inside for 4-6 hours. If your oven does not go that low, you can try to preheat it to the lowest temperature, shut the oven off, and then place the spool inside. Check the temperature inside with a thermometer so you don’t melt your filament!
PC/ABS
PC/ABS (polycarbonate-acrylonitrile butadiene styrene) is a composite plastic that combines the higher temperature resistant properties of PC with the better 3D printing properties of ABS. PC/ABS is much easier to print than standard PC and has a temperature resistance roughly in the middle of ABS and PC. It is excellent for mechanical parts and has a relatively high hardness.
Best used for: Prototypes, usable parts, end-use parts, etc.
—————
*Designed by Ivo | PC/ABS Natural
| PROS |
CONS |
|---|---|
|
|
Nozzle temperature: 260 - 280 °C
Bed Temperature: 90 - 105 °C
Print Surface: Phenolic with Magigoo
PC/ABS (polycarbonate and acrylonitrile butadiene styrene compound) is a high-tech material for the FFF (also known as FDM) 3D printing technology.
Features:
Good interlayer adhesion, lower warping
Smooth finish
Wear resistance, resistant to long-term load
Chemical resistance
Excellent temperature resistance
Impact resistance, flexural strength
Recyclable, non-toxic
HIPS
HIPS (high impact polystyrene) is strong, impact resistant and tough. HIPS is commonly used for toys, packaging, indoor signs, kick plates, and consumer electronics housings. It can also be used as a dedicated support material, as it can be dissolved in Limonene.
Best used for: Prototypes, mechanical parts, dissolvable supports etc.
—————
| PROS |
CONS |
|---|---|
|
|
HIPS (high impact polystyrene) has similar properties to ABS/ASA but is lighter, more impact resistant, and slightly malleable. HIPS is also an easier material to print than ABS/ASA which makes it a great alternative. While less of an issue than with ABS/ASA, you may encounter challenges printing large parts due to warping, in which case a co-polyester might be a good alternative.
HIPS is commonly used for for home applicances, toys, and packaging to name a few applications. It is a highly wear-resistant, synthetic rubber which results in a strong and impact resistant part when printed. HIPS is easily post-processed; it can be machined, painted, and works with many adhesives. HIPS is also soluble in limonene, which makes it a good dissolvable support for ABS/ASA parts. Smoothing HIPS with limonene is challenging and not generally recommended.
HIPS can produce an unpleasant odor and you may want to consider setting up ventilation for your Nautilus using the fume ventilation port located on the back of your Nautilus.
For drying HIPS in an oven, preheat the oven to 80°C (~175°F) before placing your spool inside for 4-6 hours. If your oven does not go that low, you can try to preheat it to the lowest temperature, shut the oven off, and then place the spool inside. Check the temperature inside with a thermometer so you don’t melt your filament!
*Bracket designed by Thingiverse user mmendoza21 | Nylon CF15 Carbon
| PROS |
CONS |
|---|---|
|
|
Nozzle temperature: 240 - 280 °C
Bed Temperature: 40 - 80 °C
Print Surface: Phenolic
Nylon can be a difficult material to print with, but the durability and chemical resistance of the resulting parts is worth it. We recommend using nylons specifically supported on the Nautilus for easily repeatable results.
Due to the hygroscopic nature of Nylon, it must be stored in a sealed bag or filament dry box whenever possible! If nylon is exposed to moisture in the air, even for an hour, its ability to be printed and the mechanical strength of the printed part may be greatly reduced. This is because the water absorbed by the filament will boil in the hot zone of the printer. The resulting steam will create bubbles and air pockets in the print greatly reducing interlayer adhesion and surface quality.
The best way to check if your nylon has absorbed moisture is to extrude material through a heated nozzle and look for bubbles in the extrusion or listen for hissing as the material is extruded. You can usually save water-damaged nylon by placing it in an oven or a food dehydrator.
For drying Nylon in an oven, preheat the oven to 80°C (~175°F) before placing your spool inside for 4-6 hours. If your oven does not go that low, you can try to preheat it to the lowest temperature, shut the oven off, and then place the spool inside. Check the temperature inside with a thermometer so you don’t melt your filament!
PP
PP (polypropylene)ensures the chemical and thermal resistance. PP is one of the most commonly used plastics outside of additive manufacturing. It provides excellent chemical resistance, thermal resistance, and toughness, while also being a good electrical insulator. PP is relatively flexible, making it a good choice for living hinges. Data Sheet
Best used for: Living hinges, parts that need chemical resistance
—————
*Designed by Martin B. | PP 2320 Natural
| PROS |
CONS |
|---|---|
|
|
Nozzle temperature: 225 - 245 °C
Bed Temperature: 90 - 105 °C
Print Surface: Coming Soon...
PP (Polypropylene) can be a difficult material to print with, but the durability and chemical resistance of the resulting parts is worth it.
PVC
PVC, also know as Vinyl (polyvinyl chloride) is flame retardant, chemically resistant, rigid, and durable. It is a great material for prototyping and end use parts, especially for use in electrical equipment and caustic environments.
WARNING! During printing this filament emits toxic fumes.
Best used for: Parts that require flame resistance, prototypes, usable parts, end-use parts, etc.
—————
*Raspberry Pi Case by Thingiverse user 0110-M-P | Vinyl 303 Natural
| PROS |
CONS |
|---|---|
|
|
Vinyl/PVC is a relatively new material to the desktop 3D printing industry. It has some excellent properties, most notably flame and chemical resistance as well as being a tough and rigid material making it an excellent choice for usable parts especially one that will be around electronics.
⚠ IMPORTANT Vinyl/PVC emits much more toxic fumes than the likes of PLA and many other commonly used 3D printing materials. It is very important that you take the necessary precautions when using this material.
Safety Recommendations
Ventilate the room during printing
Use a filter system on the Nautilus (discussed more in section 1.4.4 of the user manual)
Pregnant women should not spend extended periods of time near machines processing Vinyl/PVC
DO NOT exceed 230°C for the nozzle temperature
Flexible
Flexible materials are wear and abrasion resistant and have exceptional inter-layer adhesion. Common applications include grips, anti-slip parts, vibration dampening, wheels, and much more. Flexible filaments are rated on the Shore A-type Hardness scale; the higher the rating, the stiffer the filament.
Best used for: Prototypes, usable parts, end-use parts, parts that require flexibility or vibration dampening, etc.
—————
*Flexible and Breathable Insole by Thingiverse user Gyrobot | Flexfill 98A Vertigo Grey
| PROS |
CONS |
|---|---|
|
|
Flexible materials are very strong and there are many applications where hard plastic is not ideal and potentially unusable. Flexible materials are great for anti-slip or vibration dampening feet, phone cases, wheels, and much more. Flexible materials have excellent abrasion resistance and maintain flexibility in cold environments.
Due to the low shrinkage of flexible materials, warping is not a concern meaning dimensional accuracy is quite good.
Most flexible materials form an extremely strong bond with PEI and BuildTak print surfaces, which can result in prints fusing to the print surface such that they cannot be removed without damaging the print surface. This is why it is crucial to have an adhesive interface layer like a glue stick, Magigoo or something similar.
For drying flexible materials in an oven, preheat the oven to 60°C (~140°F) before placing your spool inside for 4-6 hours. If your oven does not go that low, you can try to preheat it to the lowest temperature, shut the oven off, and then place the spool inside. Check the temperature inside with a thermometer so you don’t melt your filament!
Composites
Composites are a combination of two or more materials with results that typically exhibit unique properties both physical and aesthetic. This category encompasses many materials such as carbon and glass fiber fill, wood fiber fills, as well as materials like PCABS, etc.
—————
*Model car designed by David drracer Řehoř | Tmiberfill Cinnamon
| PROS |
CONS |
|---|---|
|
|
For organization purposes in Cura, composites that have fiber/particles added will be listed with their base material. For example, NylonG (glass fiber reinforced nylon) will be in the nylon category. Composites that are a combination of two plastics will be listed in the composites category, for example, PCABS (a blend of PC and ABS plastics).
Composites are usually used for two reasons.
One, to change mechanical properties. For example, adding fiber reinforcement like carbon and glass fiber can add rigidity to printed parts.
Two, to change the aesthetic quality of the part. For example, adding wood fiber or glitter can reduce the visibility of layers or produce a wood-like appearance.
Composites encompass too many drastically different materials for us to go into detail on each one. The primary thing to understand about composites is that they tend to use similar print settings to their base material. For example, a nylon carbon fiber composite will likely print with similar settings to normal nylon. However, there are a few general notes about composites.
Composites often contain particles like carbon fiber, glass fiber, wood fiber, etc. The size of the fibers will limit the layer heights and nozzle sizes you will be able to successfully print with. For example, the carbon fibers in a filament are ~100μm so it is not recommended to print with a layer height below 150μm, and while you may be able to get some successful prints, we do not recommend using particle filled composites with the B250 Tool Cartridge. That said, composites like PCABS, which are just a combination of two plastics, can be printed just fine with the B250 Tool Cartridge and low layer heights.
Print Surfaces & Bed Adhesives
Adhesion of the first layer of an FFF 3D print is essential to a successful part. Choosing the right combination of Print Surface and Bed Adhesive will make or break your experience.
Pairing the correct print surface with the material you are printing is vital for good adhesion of the printed part to the print surface and consequently the success of you print.
Phenolic print surfaces are great for Nylon and Co-polyester based materials without the need for bed adhesives. The Phenolic Print Surface provides a glossy surface finish on the part of the print that is in contact with the Print Surface. Due to its durability, this print surface is also a great option for materials that damage the PEI Print Surface when used repeatedly such as ABS, ASA, and Co-polyester. For these materials, we recommend using the Phenolic Print Surface with a Magigoo bed adhesive.
PEI print surfaces are a good choice for common printing materials like PLA, PETG, ABS, and ASA. However, PLA is the only material that will cause minimal damage to the PEI surface over time. Many of the other materials will bond too well to the PEI and will cause the PEI to bubble and lift from the build plate it is adhered to. Eventually, this will result in an uneven print surface and some parts may even tear chucks out of the PEI surface during removal. For these reasons we recommend only using PLA with the PEI surface as it adheres well during printing and releases easily when the print is done. PEI offers a smooth surface finish on the part of the print in contact with the PEI.
Wipe down the Print Surface with 99% IPA (Isopropyl Alcohol) and a paper towel or lint-free cloth before every print to ensure any oils from you hands touching the print surface are removed. Oils on the print surface will reduce the chance of good first layer adhesion to the print surface.
When removing parts try to remove the part by flexing the print surface first. If the part does not come free, carefully use a spatula or scraper to remove the part being careful to do as little dame to the print surface as possible.
Bed adhesives when used correctly can provide extra adhesion of the printed part to the print surface and a more consistent reliable 3D printing experience.
Magigoo original is ideal for improving print surface adhesion of common FFF 3D printing materials, like PLA, PETG, ABS, ASA, and HIPS. It also may work reasonable well with other FFF materials.
For best results clean the print surface and apply a fresh coat before every print.
How to Apply
Shake the Magigoo pen like you mean it.
Press down the nib on the printing bed for Magigoo to flow.
Spread more or less evenly on the printing area. It is enough to cover your active print area with an even thin layer.
DO NOT SQUEEZE the bottle to avoid applicator popping off. Applicator has a valve which is activated once you push on it.
It is best to apply Magigoo when the printing bed is cool, but it will also work if applied on an already hot print bed. Make sure to use Magigoo with suggested plastics and with correctly leveled bed and suitable printing settings. See recommended settings below.
How to Clean the Print Surface
After your prints have finished and popped off, clean the printing bed by wiping with a damp cloth. Yes, just water is enough.
If there is an issue you have been having that you would like to see us cover or if you have any other feedback, please fill out the form below!